Инженерни свойства и характеристики на материали за 3D печат
Филаментит за 3D принтери - основният консуматив за FDM 3D печат и определят здравината, точността, външния вид и приложението на всеки отпечатан детайл.
Твърди филаменти за 3D принтери – технически характеристики, температури и приложения
| Материал | Раб. темп. (°C)постоянна |
Пикова темп. (°C)кратковременна |
Якост опън (MPa)– трудно скъсване |
Коравина (GPa)– трудно огъване |
Удължение (%)– еластичност |
Твърдост (Shore)– трудно надраскване |
Якост натиск (MPa)– трудно смачкване |
Якост срязв. (MPa)– трудно разслояване |
Удароуст. (kJ/m²)– трудно счупване |
Коеф. триене (μ)– лесно плъзгане |
Приложения |
|---|---|---|---|---|---|---|---|---|---|---|---|
| PLA | 50 | 60 | 60 | 3.5 | 4 | D75 | 55 | 42 | 15 | 0.45 | Декорации, макети, прототипи. |
| PLA-CF | 55 | 65 | 65 | 5.2 | 2.5 | D80 | 60 | 45 | 18 | 0.42 | Корпуси, рамки, визуални модели. |
| PETG | 70 | 80 | 50 | 2.1 | 20 | D70 | 50 | 35 | 45 | 0.35 | Стойки, кутии за електроника. |
| PETG-CF | 80 | 90 | 60 | 4.5 | 8 | D75 | 60 | 40 | 25 | 0.32 | Инженерни детайли, дронове. |
| PCTG | 75 | 90 | 45 | 2.0 | 150 | D65 | 55 | 38 | 90 | 0.32 | Защитни капаци, натоварени части. |
| ASA / ABS | 95 | 105 | 45 | 2.3 | 10 | D70 | 45 | 32 | 30 | 0.38 | Външни детайли, авточасти. |
| PA12 | 120 | 160 | 50 | 1.6 | 60 | D70 | 60 | 45 | 35 | 0.25 | Лагери, втулки, зъбни предавки. |
| PA12-CF | 150 | 170 | 90 | 6.0 | 8 | D80 | 95 | 75 | 12 | 0.28 | Индустриални машини, планки. |
TPU Филаменти за 3D принтери (гъвкави материали) – свойства, твърдост и приложения
| Материал | Работна T (°C)постоянна |
Пикова T (°C)кратковременна |
Якост (MPa)– издръжливост на опън |
Модул (GPa)– съпр. при разтягане |
Удължение (%)– еластичност до скъсване |
Твърдост (Shore)– мекота/твърдост по А |
Характеристики | Приложения |
|---|---|---|---|---|---|---|---|---|
| TPU 60A | 0–40 | 70 | 20 | 0.01 | 600 | Shore A60 | Много мек, отлично възстановяване на формата. | Уплътнения, меки тампони, защити. |
| TPU 72A | 0–45 | 75 | 25 | 0.02 | 500 | Shore A72 | Добра абсорбция на вибрации и механична стабилност. | Амортисьори, гъвкави компоненти. |
| TPU 85A | 0–50 | 75 | 35 | 0.03 | 450 | Shore A85 | Баланс между гъвкавост и здравина, устойчивост на умора. | Виброизолатори, функционални части. |
| TPU 95A | 0–60 | 80 | 40 | 0.05 | 300 | Shore A95 | Твърд TPU с висока износоустойчивост и контролирана еластичност. | Защитни рамки, динамични детайли. |
| TPU 98A | 0–65 | 85 | 45 | 0.07 | 200 | Shore A98 | Индустриален клас с максимална устойчивост на износване. | Ролки, водещи елементи, гарнитури. |
Легенда и обяснение на използваните технически термини
| Категория | Параметър | Описание (Какво означава за Вашия детайл?) |
|---|---|---|
| 📘 Инженерни параметри | Работна температура (Working Temperature) | Температурна издръжливост. Градусите, при които детайлът може да работи постоянно, без да омекне или да загуби здравината си. Важно за части под капака на автомобили, до нагреватели или изложени на слънце. |
| Пикова температура (Peak Temperature) | Кратковременен лимит. Максималната температура, която материалът издържа за съвсем кратко време (минути), без да се деформира съществено. | |
| Якост на опън (Tensile Strength) | MPa – трудно скъсване. Показва устойчивостта на детайла при силно разпъване. Този параметър определя до каква степен материалът може да се натоварва в двата края, без да се скъса. | |
| Модул на еластичност / коравина (GPa) |
GPa – трудно огъване. Показва колко „корав“ е материалът. Високо число (GPa) означава, че детайлът е много твърд и не се огъва лесно под товар. Ниско число означава, че е по-гъвкав.
Важно: Не бъркайте коравината (GPa – трудно огъване) със здравината (MPa – трудно счупване) или твърдостта (Shore – трудно надраскване). |
|
| Удължение при скъсване (Elongation at Break) | % – еластичност преди счупване. Показва колко може да се разтегне материалът като процент, преди да се счупи. Висок процент означава „жилав“ материал, който не е крехък. | |
| Твърдост (Shore Hardness) | Shore – трудно надраскване. Устойчивост на повърхността при натиск. Shore A са меки гуми (като уплътнения), а Shore D са твърди пластмаси (като корпуси). | |
| ⚙️ Механични свойства | Якост на натиск (Compressive Strength) | MPa – трудно смачкване. Способността на детайла да издържа на директен натиск. Критично за опорни крачета, зъбни предавки и части, които носят тежестта на други машини. |
| Якост на срязване (Shear Strength) | MPa – трудно разслояване. Устойчивост на детайла срещу сили, които действат успоредно на слоевете и се опитват да ги „срежат“ или отделят един от друг. Анизотропия – обяснение в края на страницата. |
|
| Удароустойчивост (Impact Strength) | kJ/m² – трудно счупване при удар. Дали детайлът ще се пръсне при рязък удар или падане. Материали с висока удароустойчивост (ABS/PETG) поемат енергията, без да се чупят веднага. | |
| Коефициент на триене (COF) | μ – лесно плъзгане. Колко лесно се плъзга детайлът по друга повърхност. Ниският коефициент е задължителен за лагери, втулки и движещи се механизми. | |
| 🔥 Топлинни свойства | Стъклен преход (Tg) | Граница на омекване. Температурата, при която пластмасата става „гумена“ и губи формата си. PLA омеква още при 60°C, докато инженерните пластмаси издържат много повече. |
| Температура на деформация (DTUL / HDT) | °C – огъване под товар. Точката, в която детайлът започва видимо да се огъва, ако върху него има тежест. Това е „реалната“ граница на издръжливост в работна среда. | |
| Топлопроводимост (Thermal Conductivity) | W/m·K – пренос на топлина. Способността на материала да работи като проводник или изолатор. Важно, ако детайлът трябва да служи като радиатор. | |
| 🧪 Химични свойства | Химична устойчивост (Chemical Resistance) | Устойчивост на разтворители. Показва дали детайлът ще се повреди при контакт с масла, бензин, разтворители или препарати. |
| Устойчивост на стареене (UV / Weathering) | Слънцезащита. Дали материалът ще пожълтее и ще стане крехък, ако е изложен на слънце и дъжд за дълго време навън. |
Влияние на ориентацията върху здравината (Анизотропия)
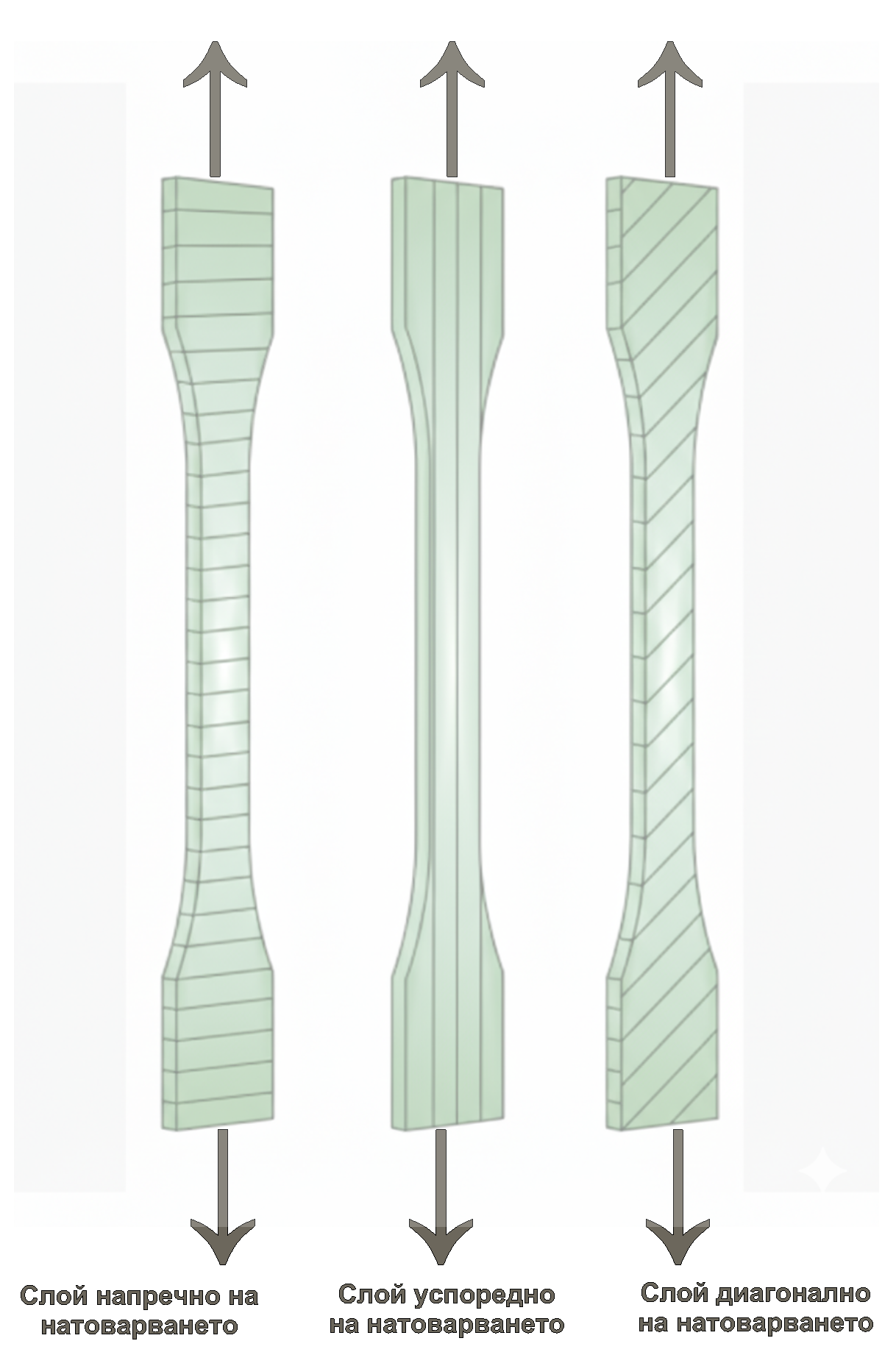
Визуализация на вътрешнослойното напрежение
Ориентация на слоевете:
Тайната зад здравите 3D принтирани компоненти.
В индустриалния 3D печат по технологията FDM, анизотропията не е просто технически термин, а критичен инженерен параметър. Тя описва явлението, при което материалът проявява различна здравина в зависимост от посоката на приложената сила. Причината се крие в самия процес на изграждане: детайлът се създава чрез полагане на разтопена полимерна нишка слой по слой.
Докато вътре в самата нишка полимерните вериги са здрави и непрекъснати, връзката между два съседни слоя зависи от термичната дифузия в момента на екструдиране. Това означава, че 3D принтираната част е структурно монолитна в равнината X-Y, но е съставена от дискретни нива по оста Z. Ако натоварването действа като "отварачка" между слоевете, детайлът може да се раздели при много по-ниско напрежение от номиналното за материала.
Инженерният подход на 3D Print Burgas:
За да осигурим максимална надеждност, ние анализираме всеки модел преди печат и регулираме:
- Infill Angle: Оптимизираме посоката на запълване за по-добро разпределение на силите.
- Wall Count: Увеличаваме броя на периферните стени при детайли под напрежение.
- Layer Height: Използваме специфична височина на слоя за максимална контактна площ и адхезия.
| Посока на натоварване | Риск от разслояване | Техническо обяснение и препоръка |
|---|---|---|
| Напречно на слоевете (Z-ос) ↕️ Разпъване | ВИСОК РИСК |
Риск от деструкция. Силите действат директно върху спойката между слоевете. Препоръка: Не използвайте за куки или болтове, принтирани вертикално. |
| Успоредно на слоевете (X-Y ос) ↔️ По дължина | НИСЪК РИСК |
Максимална здравина. Силите се поемат от непрекъснатата нишка на материала. Препоръка: Оптимално за функционални механични компоненти. |
| Диагонално / Срязващо ↖️ Под ъгъл | УМЕРЕН РИСК |
Сложно напрежение. Силите се разпределят между полимерните вериги и спойките. Препоръка: Увеличете броя на периферните стени за допълнително подсилване. |
Качество на повърхнините и "Стълбищен ефект"
Визуализация на "стъпалата" при различни ъгли на печат
Геометрия и финиш:
Защо ъгълът определя гладкостта?
При 3D принтирането послойното изграждане създава физическо ограничение при изобразяването на криви и наклони. Колкото по-малък е ъгълът спрямо хоризонталата, толкова по-видими стават "стъпалата" на отделните слоеве. Това е т.нар. стълбищен ефект.
Визуалното качество не зависи само от материала, а от математическата проекция на височината на слоя върху наклона на повърхността. При вертикални стени повърхността е максимално гладка, но при куполи и леки наклони, слоевете се "изместват" навътре, създавайки назъбен финиш.
Как 3D Print Burgas оптимизира визията:
- Adaptive Layering: Намаляваме височината на слоя само в зоните с критични кривини.
- Variable Line Width: Регулираме дебелината на външния контур за по-прецизни детайли.
- Orientation Optimization: Избираме ъгъл на печат, който минимизира поддържащите структури и артефактите.
| Наклон на повърхността | Визуална гладкост | Ефект върху крайния резултат |
|---|---|---|
| Вертикална (90°) 📏 Права стена | ОТЛИЧНА | Слоевете се подреждат перфектно един върху друг. Линиите са почти невидими, а повърхността е максимално хомогенна. |
| Среден наклон (30° - 60°) 📐 Диагонал | ДОБРА | Появява се лека текстура ("ребра"). Подходящо за функционални части, където естетиката не е основен приоритет. |
| Нисък наклон (под 20°) 🌊 Полегата крива | НИСКА |
Изразен стълбищен ефект. Слоевете изглеждат като топографска карта. Препоръка: Използвайте адаптивна височина на слоя (0.08 - 0.12 мм). |
Таблица: Междуслойно слепване (Z strength) Анизотропия на филаменти
Оценка на риска от разслояване по Z при функционални детайли (типично, при правилен печат).
| Материал / Тип | Z-слепване | Техническо обяснение и препоръка |
|---|---|---|
|
TPU / TPE
Гъвкави материали
|
ОТЛИЧНО
★★★★
|
Много силно междуслойно слепване.
Еластичността „прощава“ концентрирани напрежения и намалява разслояването.
Препоръка: Отлично за детайли с огъване/удари и вибрации.
|
|
PCTG
Жилав, „хомогенен“
|
МНОГО ДОБРО
★★★★
|
Силно Z слепване и ниска анизотропия.
Обикновено се къса „през материала“, а не по линиите на слоя.
Препоръка: Топ избор за функционални корпуси, щипки и клипсове.
|
|
Nylon (PA)
PA6 / PA12 (сух материал)
|
МНОГО ДОБРО
★★★★
|
Отлично Z слепване, но зависим от влага.
Мокър PA → мехурчета/слаб слой. Сух PA → много здрави връзки между слоевете.
Препоръка: Сушене + стабилна температура за максимална здравина.
|
|
PETG
Универсален, „мек“
|
ДОБРО
★★★☆
|
Добро Z слепване, но чувствителен към охлаждане.
Прекалено fan често влошава слепването. По-топъл печат подобрява Z.
Препоръка: Намали fan и увеличи периметрите за Z-натоварени детайли.
|
|
ABS / ASA
Инженерни, за външни условия
|
ДОБРО
★★★☆
|
Добро Z при контролирана среда.
Течение/студ → микропукнатини → деламинация.
Препоръка: Затворена камера + стабилна температура.
|
|
PLA / PLA+
Лесен, но по-крехък
|
СРЕДНО
★★☆☆
|
По-изразена анизотропия.
Често се цепи по слоевете при опън/удар по Z.
Препоръка: Ориентация така, че натоварването да е в XY, повече периметри.
|
|
PC (Polycarbonate)
Много здрав, но капризен
|
СРЕДНО
★★☆☆
|
Потенциално добро, но силно зависимо от условия.
Ако не е достатъчно топло/стабилно → деламинация.
Препоръка: Камера + по-висока температура за стабилно Z.
|
|
PP (Polypropylene)
Трудна адхезия
|
СЛАБО
★☆☆☆
|
Слабо слепване между слоевете в много случаи.
Нужни са специфични условия/повърхност.
Препоръка: Избягвай Z-критични детайли без тестове.
|
|
POM / Acetal
Много капризен FDM материал
|
СЛАБО
★☆☆☆
|
Често деламинира, изисква специфични условия.
Не е „универсален“ избор за FDM.
Препоръка: Само при доказани параметри и подходяща машина.
|
|
CF / GF пълнени (всички)
Подсилени с влакна
|
СЛАБО
★☆☆☆
|
Много силно XY, но Z често е компромис.
Влакната се подреждат по екструзията и не „връзват“ между слоевете → по-висока анизотропия.
Препоръка: Ориентация с натоварване в XY + повече периметри.
|
Често задавани въпроси за 3D материали и технологии
Кой филамент е най-подходящ за части в солена морска вода и външни условия?
+
Мога ли да използвам стандартен PLA за детайли в интериора на автомобила?
+
Има ли материал, който е устойчив на масла, горива и греси?
+
Каква е разликата между "инженерни" и "стандартни" филаменти за 3D принтери?
+
Какви са допустимите отклонения (толеранси) при изработка на машинни възли?
+
Предлагате ли ESD (антистатични) материали за електрониката?
+
Могат ли 3D принтираните форми да се използват за леене на бетон или смоли?
+
Как влияе плътността на запълване (Infill) върху крайната здравина?
+
Предлагате ли гъвкави материали (гумоподобни)?
+
Безопасни ли са материалите за контакт с храна?
+
Не откривате своя въпрос? Свържете се с екипа на 3D Print Burgas за безплатна техническа консултация.

Нуждаете се от помощ с избора на материал?
Ако се колебаете кои филаменти за 3D принтери са най-подходящи за вашия проект, можем да ви консултираме и да предложим оптимален материал според натоварването, температурата и приложението. Работим с клиенти от цялата страна, като приемаме онлайн поръчки и изпращаме материали и изработени детайли с бърза доставка по куриер в България.
- ✅ Консултация за избор на материал
- ✅ Пофесионален съвет от практиката в реални проекти
- ✅ Изпълнение и доставка в цяла България