Качествени филаменти за прецизен 3D печат
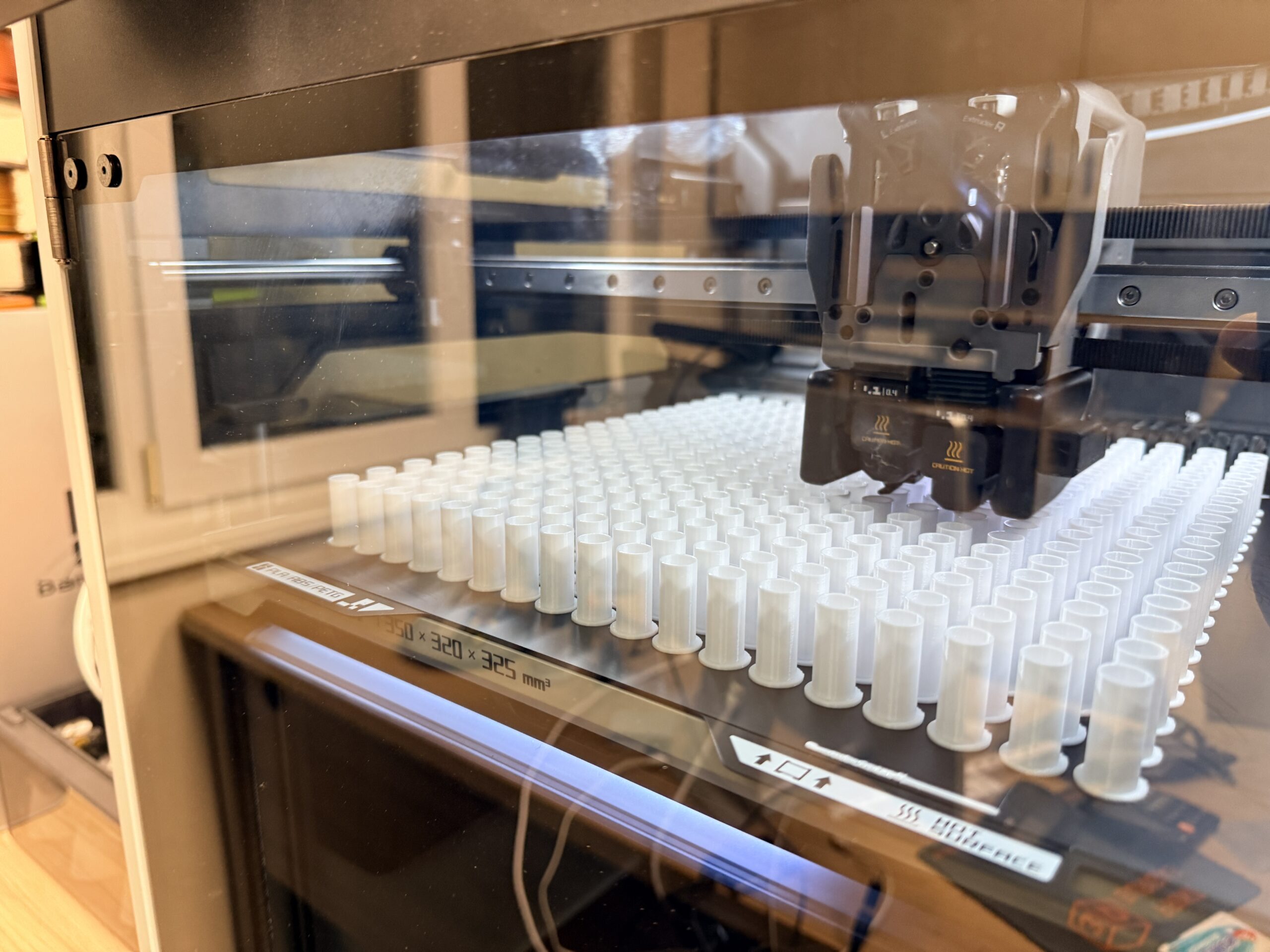
За надежден 3D печат е необходима стабилна основа – качествени филаменти, които осигуряват повторяеми резултати и предвидимо поведение на материала. В 3D Print Burgas предлагаме подбрана селекция от филаменти, подходящи както за прототипи, така и за функционални детайли.
Поддържаме PLA, Silk PLA, PETG, ABS, TPU и инженерни смеси, които удовлетворяват различни изисквания – здравина, устойчивост, гъвкавост или визуален ефект. Всеки материал е тестван в реални условия, за да предложим надеждни параметри за печат и стабилни резултати.
Филаментите ни се използват от инженери, сервизи, производствени фирми и специалисти, които разчитат на висока точност при изработка на корпуси, прототипи, авточасти и технически компоненти.
Повече за материалите за 3D печат в статията за 3D printing filament .
Разгледайте нашите налични филаменти в онлайн магазина.



Промишлен 3D печат и сканиране за корпоративни клиенти
3D печат и сканиране са ключови технологии, които 3D Print Burgas предоставя на фирми с нужда от бързо, точно и надеждно производство. Работим с различни индустрии – машиностроене, електроника, автоматизация, продуктови разработки и инженерни екипи, които разчитат на висок стандарт и повторяемост.
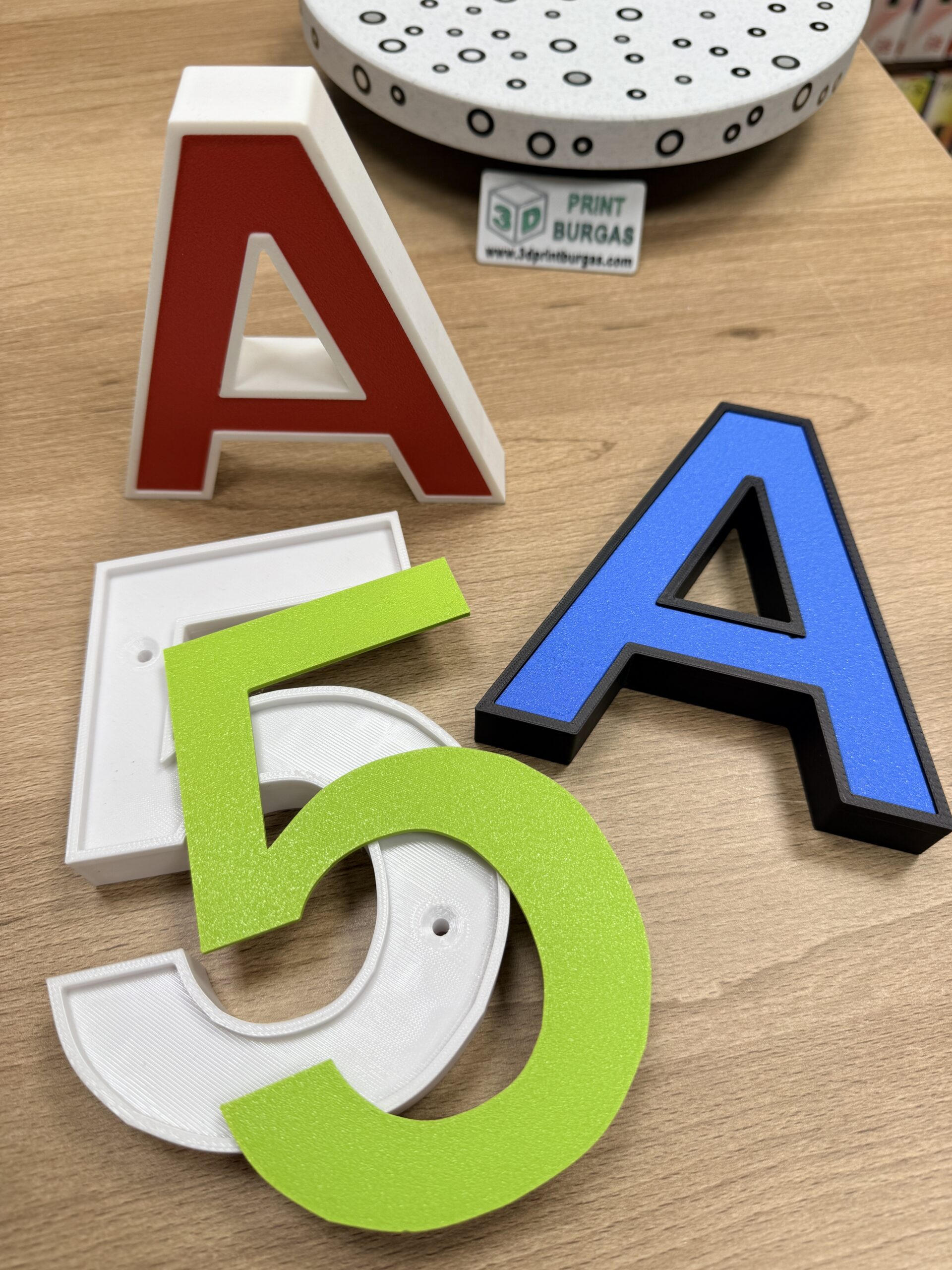
Изработваме функционални детайли, прототипи, корпуси, захвати, технически компоненти и елементи за изпитване. Благодарение на разнообразните материали – PLA, PETG, ABS, TPU и инженерни смеси – постигаме отлични механични и температурни характеристики за професионални приложения.
Всеки модел преминава през инженерна проверка, която гарантира оптимална структура, точност, дебелини и издръжливост. Това минимизира риска от дефекти и осигурява високо качество дори при сложни геометрии.
Повече за технологиите за 3D печат .
Ако имате нужда от детайлна информация за услугите ни, посетете страниците за 3D печат и 3D сканиране.





3D сканиране и възстановяване на авточасти с прецизен 3D печат и сканиране
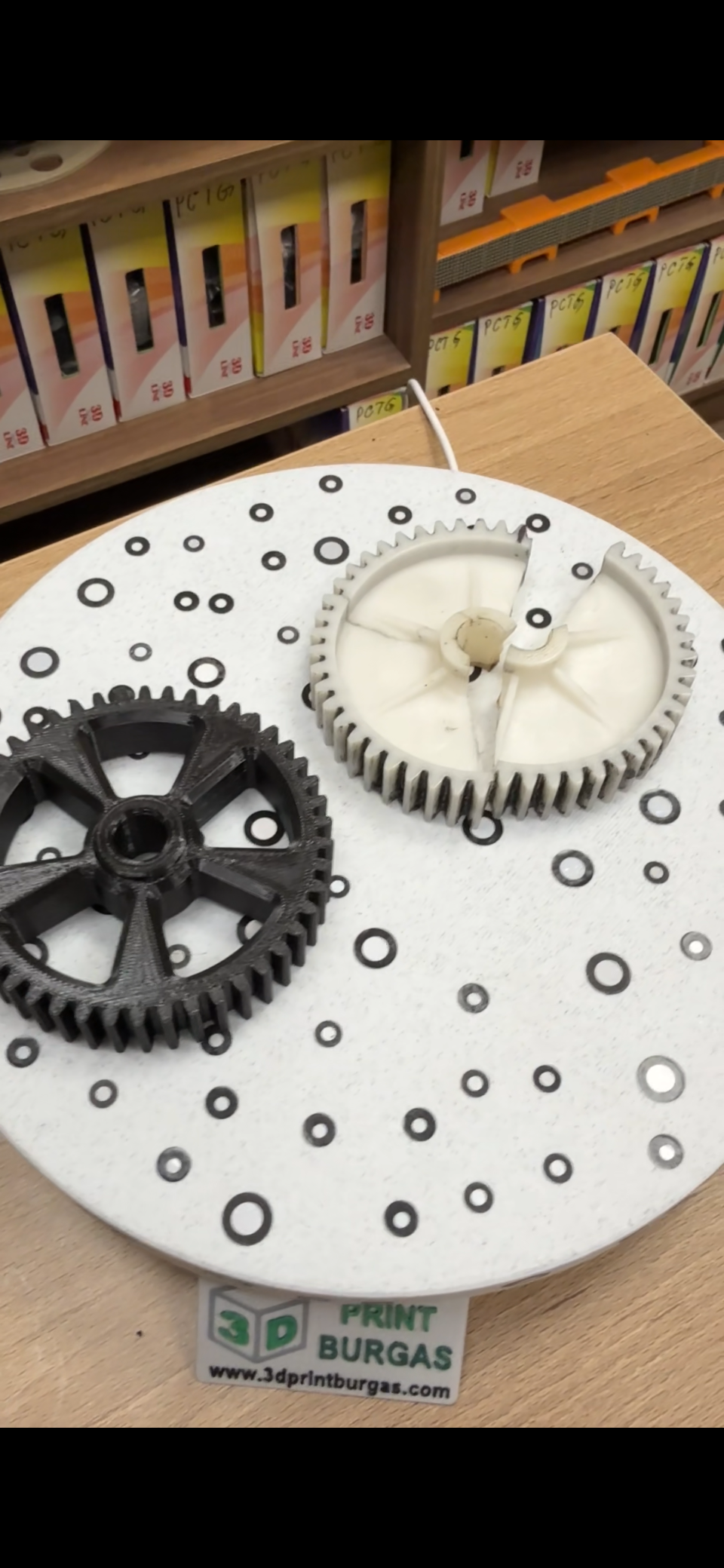
3D печат и сканиране са ключови технологии при възстановяване на повредени или липсващи авточасти, когато оригиналните елементи не се предлагат или са прекалено скъпи. Чрез високоточни скенери дигитализираме детайла и изработваме нов компонент с отлична точност.
Работим с корпуси, крепежи, капаци, декоративни елементи и функционални пластмасови детайли. При липса на документация извършваме техническо моделиране по мостра, за да постигнем геометрия, максимално близка до оригинала.
3D сканирането осигурява прецизно измерване и сравнение на повърхнините, което елиминира грешките и ускорява производството. PETG, ABS и инженерните смеси осигуряват здравина и устойчивост при реални натоварвания.
Научете повече за технологията 3D сканиране .
Разгледайте и услугите ни за професионално 3D сканиране.

3D печат за частни клиенти – единични бройки, малки серии и персонални проекти
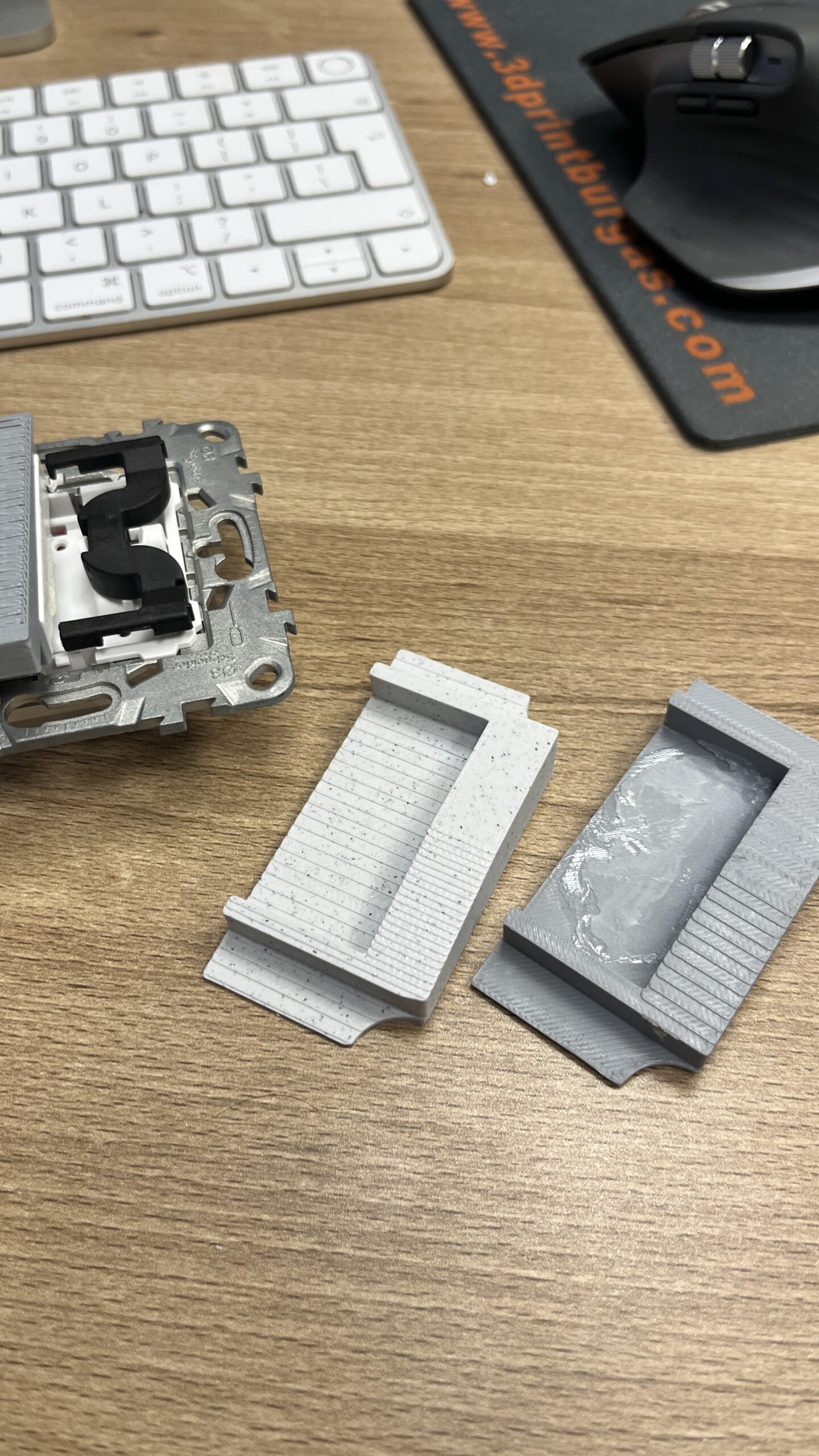
3D печатът дава възможност за бързо и достъпно изработване на заместващи части, прототипи, декоративни елементи и персонализирани обекти. 3D Print Burgas предлага професионална услуга за частни клиенти, като осигуряваме високо качество дори при единични бройки.
Можем да отпечатаме детайли по предоставен 3D модел или да извършим техническо моделиране по мостра, когато липсва оригинална част. Подходящо е за ремонт на домакински уреди, електроника, играчки, механизми, хоби проекти и уникални персонални изделия.
При нужда от копиране на физически детайл използваме 3D сканиране, за да възстановим точната геометрия и да осигурим максимално близка реплика. Това прави технологията идеален избор при липса на чертежи или документация.
Повече за технологията можете да откриете в статията за 3D печат .
Разгледайте всички материали и услуги в нашия онлайн магазин .
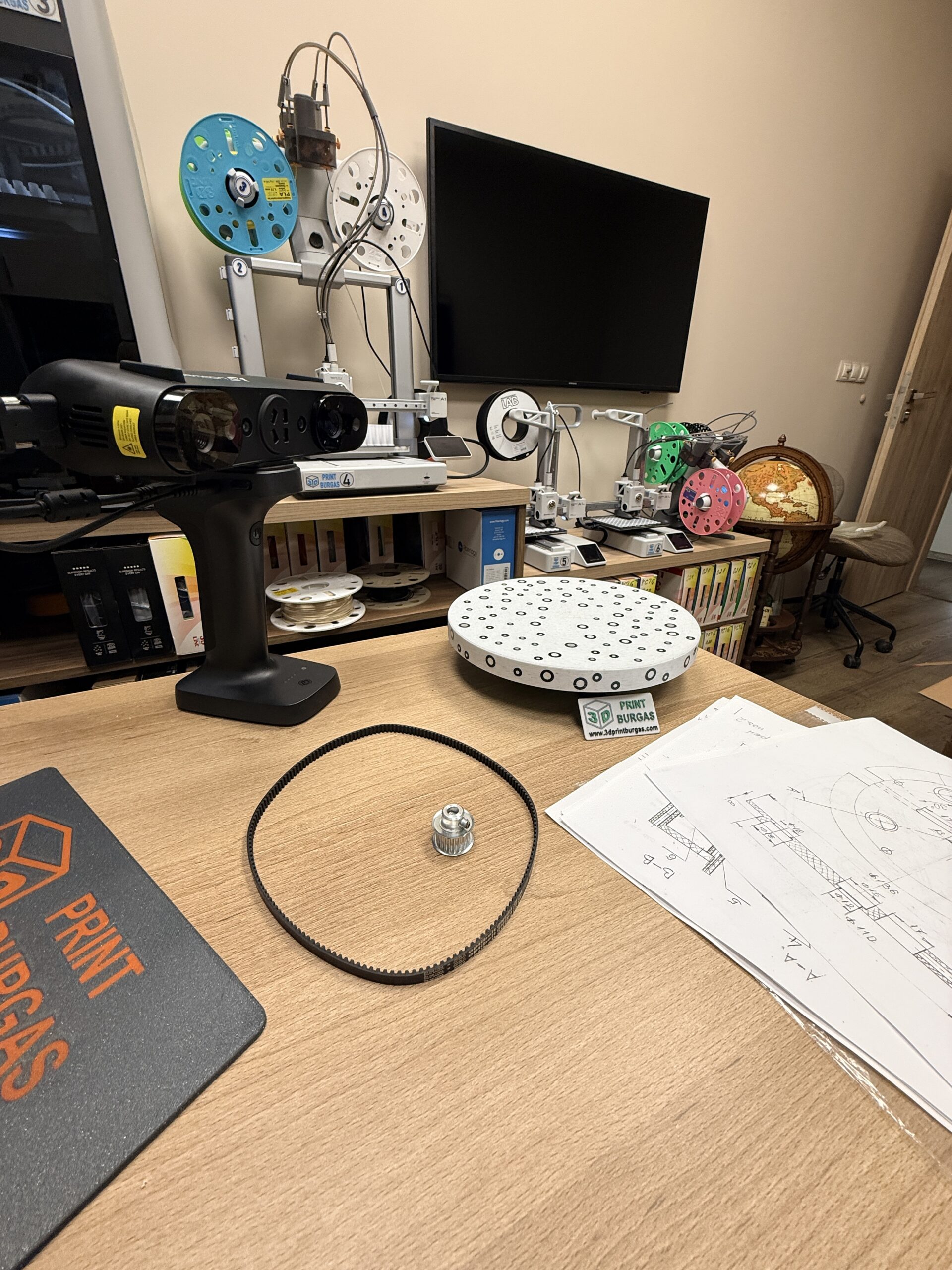
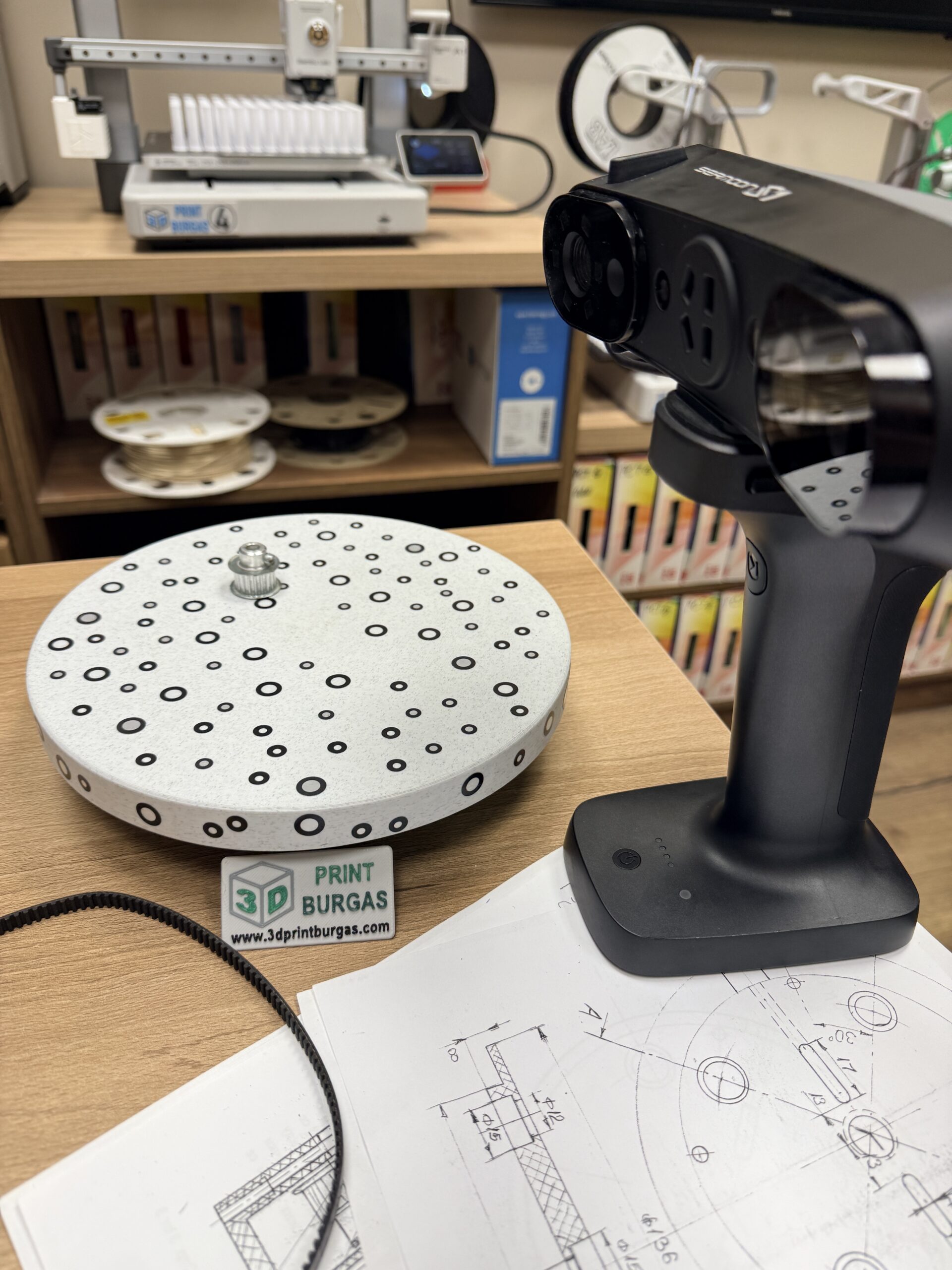
Реверсивно инженерство и техническо 3D моделиране
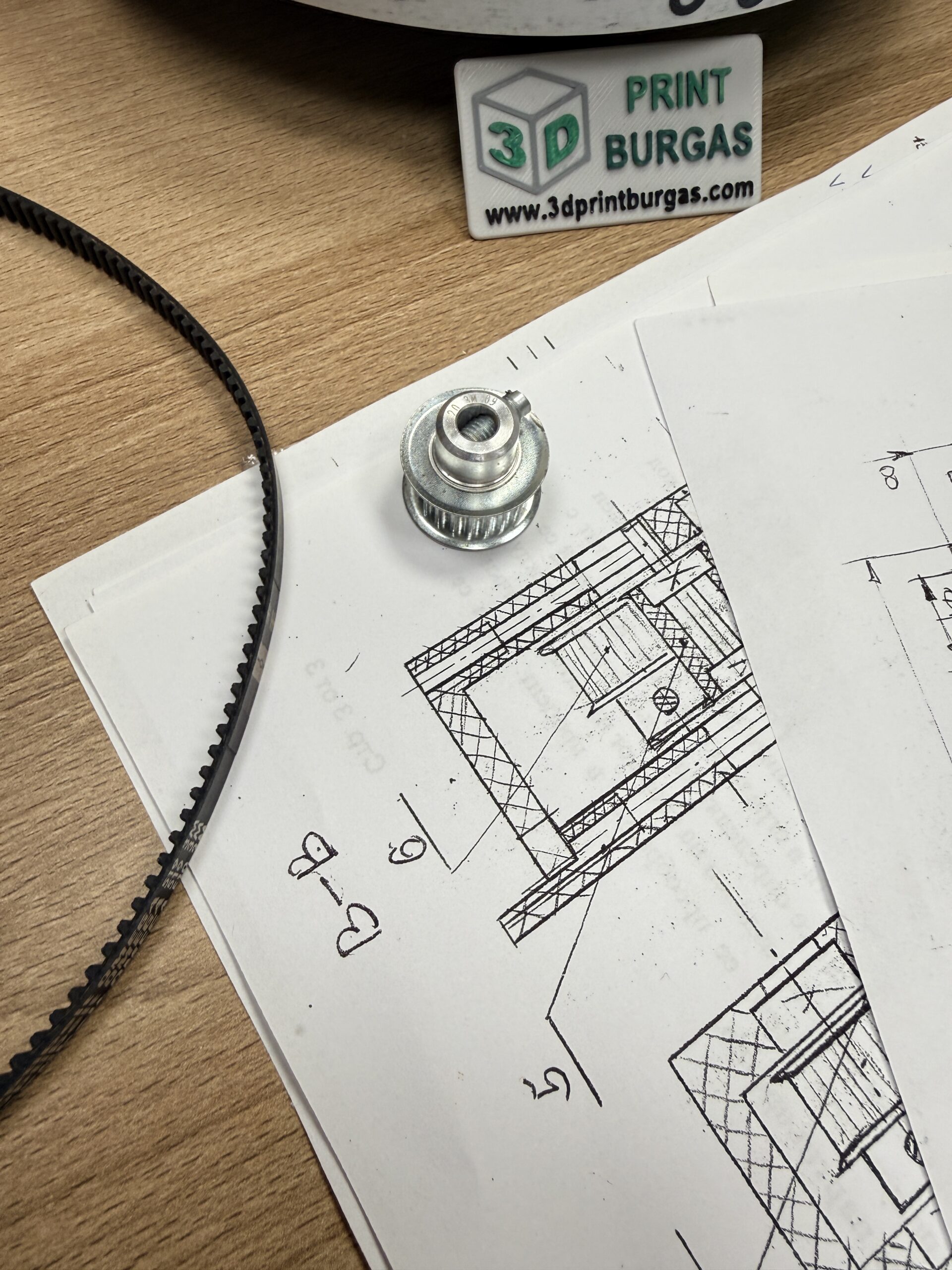
Реверсивното инженерство позволява възстановяване или подобряване на детайли, за които няма налична документация. Чрез измервания, 3D сканиране и инженерни методи създаваме точни 3D модели, готови за производство или печат.
Извършваме техническо моделиране по мостра или чертеж, като се фокусираме върху точност, допуски и функционални характеристики. Подходящо е за ремонти, реконструкция на технически елементи, изработване на корпуси, механични части и специфични индустриални компоненти.
Можем да комбинираме 3D сканиране с инженерно оптимизиране, за да се постигне максимално добра съвместимост с оригиналните части. Когато е необходимо, правим корекции по геометрията за по-добра издръжливост, монтаж или производимост.
За реверсивното инженерство: в статията за Reverse Engineering .
Вижте и нашите услуги за техническо 3D моделиране .